“GALLA - ALTEG” АЖ корхонаси тўғрисида қисқача маълумот
“GALLA - ALTEG” АЖ корхонаси тарихи 1909-йилдан бошланади. У даврда ушбу корхона бутун Ўрта Осиёдаги механизациялаштирилган, ака- ука Кричигинлар томонидан асос солинган ягона тегирмон эди. Тегирмоннинг дастлабки ишлаб чиқариш ва ёрдамчи қуввати 60 тонна донни суткасига қайта ишларди. Бу пайтда асосан қўл меҳнати орқали (ун ташиш, қопларни тикиш) ишлар амалга оширилган. Тегирмонда қўшимча ва ёрдамчи хизматлар йўлга қўйилмаган, тайёр маҳсулотлар кўчаларда сақланар, қоплар ишчи кучи ва аравалар ёрдамида ташиларди.
Кейинчалик Октабр революциясидан кейин тегирмон давлат корхонасига айлантирилиб, ишчилар қўлига ўтди. 1925-йилда тегирмон қайта таъмирланиб, ишлаб чиқариш қуввати суткасига 220 тоннагача етди. 1937-йилда тегирмонда тайёр маҳсулот омбори қурилди, янги технологик ускуналар ўрнатилиб, ишлаб чиқариш қуввати 324 тоннагача етди. 1941-йилгача дон тегирмонга (гужевой) транспорт орқали ортиларди, шу йили ҳажми 600 тоннали дон омбори қуриб битказилди. 1959-йилда дон тозалаш бўлими қайта таъмирланиб, пневмотранспортга ўтказилди. 1967-йилда Республикада биринчи бўлиб унни қопсиз сақлаш ва чиқариш йўлга қўйилган.
Ҳажми 12.0 минг тоннали 6 қаватли унни қопсиз сақлаш цехи қурилди. Тегирмонда унни цехга ташиш ҳаво транспорт (волокуша) орқали йўлга қўйилди. 1972-йилда ҳажми 27.0 минг тонна бўлган элеватор қурилиб, ишчи бино 7 қаватдан иборат бўлиб, темир бетондан ишланган, автоматизацияланган, 3 корпусдан ташкил топган.
Аҳолининг унга бўлган талаби ошганлиги сабабли тегирмон 1976 – 1977-йилларда қайта таъмирланди. 1980-йилга келиб ун тортиш бўлимига ишлаб чиқариш қуввати 150 тонна бўлган 3 секция ишга туширилди. Шунингдек, корхона қайта таъмирланди.
1984-йилда тегирмондаги ЗРМ русумли элаклар ЗРШ га, совуриш-элаш ускуналари БСО га алмаштирилди.
1982-йилдан бошлаб макарон унини ишлаб чиқариш йўлга қўйилди, шунингдек ҳажми 460 тоннага тенг бўлган металл бункерлар қуриб битказилди.
1989-йилда маҳсулотларни қадоқлаш цехи қайта таъмирланиб, А5-АФЛ, А5-БУА русумли автоматлаштирилган қадоқлаш ускуналари ўрнатилди.
1995-йил октабр ойидан бошлаб корхона “Одил – Дон” деб номланди. 1998-йил январ ойидан эса “Ғалла – Альтег” ОАЖ га ўзгартирилди. 2002-йил ноябрь ойида омихта-ем цехи ишга туширилди.
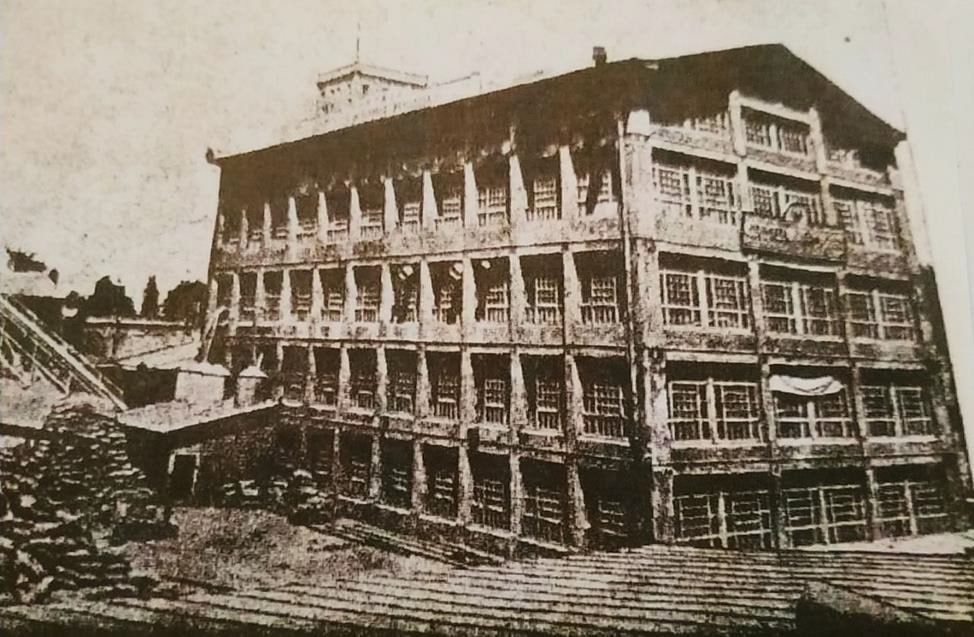
Собиқ Воровский номидаги 1909 йил Тошкентда қурилган кунлик қуввати 150 тоннали тегирмон. 1920 йил электрлаштрилган
(«G‘alla-alteg» АЖ ни 110 йиллиги. Олдинги кўриниши).
“Вйбой” бўлими
“Вйбой” бўлимида ДВМ-50П русумли автомат тарозилар ўрнатилган бўлиб, ун тарозидан ўтиб қопларга 50 кг дан солинади. Сўнгра, қоплар тикилиб, тайёр маҳсулот омборига лентали транспортёр ёрдамида узатилади.
Унни қопсиз сақлаш бўлими
Унни қопсиз сақлаш бўлими 1967-йилда қурилган бўлиб, 6 қаватли ғиштдан қурилган бинодан иборат, ҳажми 1100 тоннага мўлжалланган. У ерда олий, И ва ИИ навли унлар сақланиб, қоплашга ва қопсиз ун ташувчи машиналар (мукавоз) га берилади. Цехдан ун тегирмон галереясидаги волокушалар ( 5 та) орқали нориялар ёрдамида 6-қаватга узатилади, у ердаги шнеклар ёрдамида навларига қараб силосларга жойлаштирилади. 3, 4 ва 5- қаватларда унни сақлаш учун силослар ўрнатилган.
2-қаватда Д-3 дозаторлари ўрнатилган бўлиб, занжирли транспортёрлар ёрдамида ун нориялар орқали қоплаш ва автомукавозларга берилади. 1-қават автомукавозлар учун мўлжалланган бўлиб, тарозилар ва пулт бошқаруви мавжуд. Ун механик транспорт (нория) лар билан ташилади.
Булардан ташқари ун ҳажми 420 тонна бўлган металл бункерларда ҳам сақланиб, мукавозларга берилади. Манний ёрмаси ДВМ-50П русумли ускуна ёрдамида 70 кг дан қилиб қопланади, қолган қисми ДРК-И ускуналари ёрдамида 0,5-1 кг дан қадоқланади. Ҳосил бўлган кепаклар лентали транспортёр ёрдамида темир йўлга, силосларга узатилади.
“Ғалла-Альтег” ОАЖ нинг энергия таъминоти
Корхонанинг энергия таъминоти иккита кабел линиялари – 6 кВ ли “Восточная” ва “Машзал” подстанциялари орқали амалга оширилади. Юқори кучланишли ток (6 кВ) паст кучланишлига (0,4 кВ) трансформаторлар орқали амалга оширилади.
Асосан электр энергия асинхрон двигателларни ишлашига сарфланади (55 кВт – 0,4 кВт). Элеватор ва тегирмондаги электр энергия сарф қуввати қуйидагича:
РП-И ― 970 кВт
РП-ИИ ― 324,5 кВт
РП-ИИИ ― 95,5 кВт
РП-ИВ ― 48,0 кВт
РП-В ― 112 кВт
РП-И ― 33,5 кВт
РП-ИИ ― 69,5 кВт
РП-ИИИ ― 72,0 кВт
РП-ИВ ― 50,0 кВт
РП-В ― 109,2 кВт
РП-И ― 252,3 кВт
РП-ИИ ― 38,8 кВт
РП-ИИИ ― 117,6 кВт
РП-ИВа ― 194,6 кВт
Водопровод ва канализация
Корхонада чуқурлиги 27,25 м бўлган 2 та қудуқ бўлиб, 500 м3 ҳажмли резервуар ўрнатилган. Водопровод тармоғи Ø100-150 мм дан иборат.
Омихта-ем цехи
Корхонада 2002-йилда омихта-ем ишлаб чиқариш йўлга қўйилган, қуввати суткасига 30 тоннани ташкил этади.
У корхонада ҳосил бўлган 1 – 2- категорияли чиқиндилардан ва қўшимча хом-ашёлардан фойдаланиб, ҳайвонлар учун озуқа тайёрланади.
Транспорт цехи
Корхонанинг алоҳида автопарки бўлиб, юк ташиш машиналарини таъмирлаш ишлари, автобуслар, автомашиналар, тепловозлар ёрдамида донли, кепакли, чиқиндили вагонлар жойлаштирилади.
Механик цех
Бу цехда ҳамма технологик ускуналар жорий ва капитал таъмирлаш ишлари олиб борилади. Цехда токарлик, шлифовка, фрезер, сварка-пайвандлаш ускуналари билан таъминланган.
Қозонхона
Қозонхона ғиштдан қурилган бино бўлиб, 2 та ДКВР 4/13 қозонлари ишлаб туради ва ишлаб чиқариш ҳамда турар жой биноларини иситиш учун сув ва буғ билан таъминлайди. Қозонхона автоматик назорат системаси билан жиҳозланган.
Тайёр маҳсулот омбори
Тайёр маҳсулот омбори ғиштдан ишланган, ҳажми 1200 тоннали бўлиб, 1937-йилда қурилган. Қоплаш бўлимидан келаётган маҳсулотлар жойлаштирилиб, керак пайтда истеъмолчига юборилади.
Корхона элеваторининг технологик тавсифи
Элеватор – бу бутунлай механизациялашган дон омбори бўлиб, донни сақлаш, дастлабки ишлов бериш амалга оширилади. Бунда юқори самарадорлик билан донни сақлаш жараёни олиб борилади. Элеваторни асосий қисмлари силослар ҳисобланиб, бу корпуснинг мақсади донни йўқотишлар ва сифатини пасайиб кетишини олдини олади.
“Ғалла-Альтег” ОАЖ да мавжуд элеваторнинг ҳажми 27.000 тонна бўлиб, 3 та силосли корпуслардан: 10.000 тонна, 10.000 тонна ва 7.000 тонна ҳажмга эга, шунингдек, ишчи бинода донни ташиш, дастлабки ишлов бериш ва тегирмонга узатиш учун ускуналар ўрнатилган.
Вертикал ҳолатда донларни аралаштириш учун И-100 русумли нориялар (5 та), горизонтал аралаштириш учун ЛТ-500 ва ЛТ-650 русумли лентали транспортёрлардан фойдаланилади. Темир йўл транспорти орқали элеваторга келаётган дон хоперлар орқали қабул қилувчи чуқур (яма) га келиб тушади, сўнгра, транспортёр орқали 1-норияга келиб тушади. Дон ДН-100 русумли тарозида тортилиб (2 та), бир қисми тозалашга, қолгани сақлаш учун силосларга тарқалади.
Тарозида тортилгандан кейин ВШ-8 қайилтирилган (поворотный) трубалар орқали силосдан олдинги (надсепараторный) бункерларга келиб тушади, ундан буратлар ёрдамида йирик аралашмалар ажратиб олинади, кейин сепаратор А1-БИС-100 ускунасида йирик, майда ва енгил аралашмалардан тозаланади.
Сепарациялангандан сўнг ЗСШ-20 русумли элакли сепаратор ёрдамида йирик ва майда фракцияларга ажратилади (1-босқич). Кейинги босқичларда А1-БИС-100 ва А1-БЛС-100 ускуналарида дон тозаланади.
Дон тозалангач бункерларга берилади, помол партиялар тузилиб, лентали транспортёр ёрдамида дон массаси дон тозалаш бўлимига берилади.
Ҳаводаги чангни тозалаш ва нормал технологик жараён кечишини таъминлаш мақсадида дон тозалаш бўлими ва элеваторда аспирацион колонкалар ўрнатилган. Дон чиқиндилари ва майда фракциялар истеъмолчига темир йўл ва автотранспорт орқали узатилади.
Тегирмоннинг дон тозалаш бўлими тавсифи
Қисман тозаланган дон элеватордан 22-нория (ИИ-50) га берилиб, ундан буратларда йирик аралашмалардан тозаланади, сўнг, У1-БМП (4 та) магнит сепараторида металломагнит аралашмалардан тозаланади ва 27-норияга келиб тушади. Ундан А1-БЛС-16 сепараторига (2 та) келиб дон йирик, майда ва енгил аралашмалардан тозаланади. Сепаратордан Р3-БКТ тош ажратгич (1 та) ускуналарида минерал аралашмалардан тозаланади. Ундан А9-УТО-6 (4 та) ускунасида ёввойи ўсимлик уруғларидан тозаланади. Овсюг ажратгичлардан ўтган дон 29-норияга келиб тушади, ундан Р3-БАБ ҳаво сепаратори (3 та) га берилади, бу ускунада аэродинамик хусусиятлари билан фарқ қилувчи аралашмалардан тозаланиб, тош ажратгич ускуналарига келиб, ундан 13-норияга берилади. 13-нориядан дон массаси Ж9-БМА (4 та) дон ювиш ускуналарида ювилиб, ифлос, чанг ва микроорганизмлардан тозаланади. Сиқиш колонкаларида дон кулдорлиги пасаяди. Ювишдан сўнг дон массаси А1-БШУ намловчи шнекларига келиб, у ерда иккинчи марта намланади. Шнеклардан ўтиб, И димлаш бункерига узатилади. Бу димлаш бункери иккита ҳажмли бўлиб, ҳар бири 80 тоннага мўлжалланган. И димлаш жараёнидан сўнг 85-шнек орқали 10-норияга берилади, 2-линиядан 83-шнек орқали 11-норияга берилади.
10 – 11-нориялар донни парли шнекларга узатади (2 та), сўнг ИИ димлаш бункерига берилади. Димлашдан сўнг 84-шнекга, ундан 15-норияга, сўнг магнит сепараторларга берилади. Магнит сепараторидан ўтган дон массаси Р3-БГО-8 (2 та) оқлаш ускунасига дон устини чанг, муртак, попугидан тозаланади. Ундан 14-норияга тушиб, ЗСШ-20 сепараторида фракцияга ажратилади.
Майда фракция назорат буратига келиб тушади. Сепаратордан СТ-125 русумли дуаспираторига келиб, енгил аралашмаларидан тозаланади. Дуаспираторлар донни 30 ва 32-норияларга узатиб беради. 30-нория 7А шнекка донни бериб, ундан 26-шнекка, сўнг И майдалаш системанинг ИИ секцияси учун мўлжалланган бункерга тушади. 32-нория донни 28-шнекка бериб, ундан 203-норияга, ундан эса И майдалаш системасининг ИИИ секцияси учун мўлжалланган бункерга тушади. Ускуналарда ҳосил бўлаётган чиқиндилар 25-норияга, ундан Д-100 русумли тарозиларга, ундан 42-шнек орқали 21-норияга ва чиқиндилар учун мўлжалланган бункерга берилади.
Ун тортиш бўлимининг технологик тавсифи.
Майдалаш жараёни
Ун тортиш бўлимининг асосий технологик жараёнларидан бўлган майдалаш жараёнининг мақсади биринчи (дастлабки) майдалаш системаларида эндоспермдан кўп миқдорда ёрма-дунстларни паст кулдорлик бўйича ва озгина миқдорда ун олиш, охирги системаларда дон қобиғида қолган эндоспермни ажратишдан иборат.
Майдалаш жараёни 2 босқичдан:
― ёрма-дунстларни ажратиш;
― “вймол” дан иборат.
Дастлабки майдалаш жараёни БВ русумли валли дастгоҳлардан иборат 5 та майдалаш системасидан иборат. “Вймол” жараёни МБО русумли ускуналарда амалга оширилиб, ЗРШ-4М рассевларида сараланади. Системалар бир-бири билан шундай боғланганки, унда дастлабки система элакларининг юқориги сходи, кейинги системанинг валли дастгоҳга келиб тушади. Майдалаш системаларида ҳосил бўлаётган ун сифатига кўра ИИИ майдалаш (йирик) 1 сорт, 2 сорт оқимларига келиб тушади. Қолган ёрма-дунстлар оралиқ маҳсулотлар ҳисобланиб, уларни бойитиш ва ун тортишга юборилади.
Майдалаш жараёни 5 та майдалаш системасидан ташкил топган:
― тез айланувчи валнинг айланиш тезлиги – 6 м/с;
― тез ва секин айланувчи валларнинг айланиш тезлиги нисбати – 2,5 (4 та майдалаш системаларида).
В майдалаш жараёни сайқалаш, ун тортишда – 1.5, қолган 2 та сход дастлабки ускуна элашдан кейинги ускунанинг валли дастгоҳининг майда системасига келиб тушади. И, ИИ майдалаш системаларининг проходи бойитиш ва саралаш учун юборилади. ИИИ майдалаш системаси сходи кейинги майдалашга, ИВ майдалаш жараёни 6-ун тортишга, проходлари ИИИ – ИВ майдалаш системасининг 3-саралаш жараёнига, 2-проход ИВ майдалаш системасининг 2-саралаш жараёнига юборилади.
Иккинчи босқичда қолган маҳсулотлар, аралашмалар 1,2,3 саралаш системаларига, эланган ёрма-дунстлар бойитиш, ун тортиш ва назорат элакларига юборилади.
Ёрма-дунстлар асллиги бўйича совуриш-элаш ускуналарида йирик ёрмалар И майдалаш системасининг Н1 вейкага, ўрта ёрмалар (сайқаллаш жараёни) Н2, майдалари ва дунстлар саралаш ускуналаридан Н3,4 вейкаларга келиб тушади.
Макарон унини Н3,4 вейкалардан олинади. Сход бўлган маҳсулотлар қайта станокларга (ИИИ майдалаш жараёнининг сайқаллаш системаси), охиргилари 1-ун тортишга берилади.
Сайқаллаш жараёни
Сайқаллаш жараёнида муртагидан, пўсти (қобиғи) билан қўшилиб кетган ёрмалар ажратиб олинади. Бу жараёнга маҳсулотлар саралаш бойитиш жараёнидан кейин юборилади. Бу жараёндан сўнг йирик ёрмалар – ўртача→майда→дунстлар-га айланади.
Ун тортиш жараёни
Бу жараёнда ёрма-дунстлар ун ҳолигача майдаланиб, якунловчи технологик жараён ҳисобланади.
Ун тортиш жараёни 6 та системадан иборат бўлиб, унда валларнинг параметрлари қуйидагича: Й=14º; В=5 м/с; Р=сп/сп. 1,2,3 ун тортишда ҳосил бўлган сходлар 4-ун тортиш; 4-ун тортиш→5-ун тортиш→6-ун тортишга берилади.
Олий навли ун – 2-саралашдан, сайқаллаш системаларидан, 1,2,3 ун тортиш системаларидан олинади.
И навли ун – ИИИ – ИВ майдалаш, 1,2,3 саралаш сайқаллаш системалари, 3,4,5,6-ун тортиш системасидан олинади.
ИИ навли ун – ИВ-В майдалаш, 1,6-ун тортиш системаларида ҳосил бўлади. Ун назорати ЗРШ-4М элакларида, маҳсулотларни Р3-БEР энтолейторлари орқали зарарсизлантирилиб, қумоқлари майдалаб юборилади. Энтолейторлардан 1,2,3 ун тортиш системларининг элакларидан олдин ўрнатилган.
Ишлаб чиқариш техник лабораторияси ҳақида қисқача маълумот
Бу ерда келаётган ва қайта ишланган маҳсулотлар сифати, норма ва стандартларга жавоб бериш бермаслиги назорат қилинади. Мутахассислар донни қабул қилиш (ун-ёрмалар) истеъмолчига юборилаётган маҳсулотнинг санитарик ҳолати, ишлаб чиқарувчи цехларни ҳолати баҳоланади, талабларга жавоб бериши мунтазам назорат қилиб турилади.
Корхона ишлаб чиқариш техник лабораторияси корхонанинг асосий тармоқларидан бўлиб, қуйидаги вазифаларни амалга оширади:
― келаётган хом-ашё ва маҳсулотларни норма ва кондицияларга асосан сифатини баҳолаш;
― истеъмолчига узатилаётган маҳсулот стандартларига жавоб бериши бермаслигини текшириш;
― донга ишлов бериш жараёнини назорат қилиш;
― ишлаб чиқариш биноларини санитар ҳолатини баҳолаш;
― маҳсулотларни чиқишини баҳолаш;
― сифатини баҳолаш.
Лаборатория 3 та бўлимдан ташкил топган: дон қабул қилиш бўйича, ун тортиш ва тайёр маҳсулот сифатини назорат қилиш бўлимларидан иборат. Лаборатория ўлчов тарозилар, дон бўлгичлар, диафанаскоп, қуритиш шкафлари, лаборатория элаклари, ўчоқ (печь) лар билан жиҳозланган.
Бу ерда қуйидаги журналлар юритилади:
― келаётган хом-ашё сифати назорати;
― технологик жараённи назорат қилиш журналлари.
Хом-ашё сифатининг тавсифи
Ўзбекистоннинг турли районларидан қабул қилинадиган донларнинг сифат кўрсаткичлари ўртача қуйидагини ташкил этиши керак:
― намлиги – 9-13 %;
― ифлос аралашма – 1,0-2,4 %;
― донли аралашмалар – 3,0-5,6 %;
― натура оғирлиги – 750 г/л;
― шаффофлиги – 50-52 %.
Тайёр маҳсулотларнинг сифат кўрсаткичлари
― Ун намлиги – 15 % дан кўп эмас;
― Ҳиди – унга хос ҳид;
― Таъми – унга хос таъм, бегона таъмнинг бўлмаслиги;
― Ғичирламаслиги керак;
― Металломагнит аралашмалар 1 кг да 3 мг гача йўл қўйиш мумкин;
― Зараркунандалар билан зарарланишга йўл қўйилмайди;
― Олий навли ун кулдорлиги – 0,55 %;
― И навли ун кулдорлиги – 0,75 %;
― ИИ навли ун кулдорлиги – 1,25 %.